-
 昆山ALQ 加长型倍力增压式虎钳厂家直销 客户至上「杭州千岛拓新进出口供应」
昆山ALQ 加长型倍力增压式虎钳厂家直销 客户至上「杭州千岛拓新进出口供应」虎钳规格 其规格用钳口宽度来表示,常用规格有100mm,125mm,150mm等。 虎钳维护 1、虎钳在安装时,必须使固定钳身的钳口一部分处在钳台边缘,保证夹持长条形工件时,工件不受钳台边缘的阻碍 2、虎钳一定牢固地固定在钳台上,三个压紧螺钉必须扳紧,使虎钳钳身在加工时没有松动现象,否则会损坏虎钳和影响加工。 3、在夹紧工件时只许用手的力量扳动手柄,绝不许用锤子或其他套筒扳动手柄,以免丝杠,螺母或钳身损坏。 4、不能在钳口上敲击工件,而应该在固定钳身的平台上,否则会损坏钳口。 5、丝杠、螺母和其他滑动表面要求经常保持清洁,并加油润滑。 千岛拓新,...
-
 青岛精密虎钳客户至上 客户至上「杭州千岛拓新进出口供应」
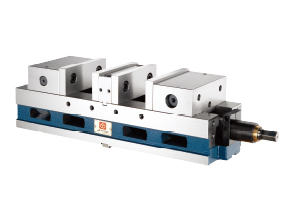
青岛精密虎钳客户至上 客户至上「杭州千岛拓新进出口供应」延长式倍力增压式虎钳/AOM-200 向量式(LOCKWELL)延长精密机械倍力增压虎钳,适用于龙门/立/卧式综合铣切削加工中心机上使用, 并有三项**在案。 **压力调整机构让虎钳可随时设定夹持压力且有定压与过压保护装置。 **倍力增压机构使夹持力稳定度高,对抗操作时所产生之震颤,并藉由内 建之碟型弹簧(Disc-Spring) 增加吸震功能。 向量式(LOCKWELL)专利设计,使工件产生向下压力效果,以消除传统虎钳操作时所产生之倾斜与偏向 。 本产品非常适合超大工件或是超长工件并列...
-
 昆山AVQ倍力增压式虎钳生产商 诚信服务「杭州千岛拓新进出口供应」
昆山AVQ倍力增压式虎钳生产商 诚信服务「杭州千岛拓新进出口供应」如何正确选择精密平口钳?(二) 2、机床 1)根据“加工机床的种类”进行选择: 应选择与加工机床相匹配的平口钳。可根据所使用的机床选择平口钳系列。 2)根据“加工方向(螺杆方向)”进行选择: 加工中心根据立式、卧式的不同,生产方法及平口钳的安装方法等可能会有所差异。 需考虑各自适用的机型及使用方法。尤其是卧式加工中心,平口钳的使用方法多种多样。 3)根据“加工方法(工序)”进行选择: 工件的设置方法根据批量生产、非批量生产、工序数、加工条件、加工机床等的不同而...
-
 北京ALQ 加长型倍力增压式虎钳供应商 客户至上「杭州千岛拓新进出口供应」
北京ALQ 加长型倍力增压式虎钳供应商 客户至上「杭州千岛拓新进出口供应」维护精密平口虎钳需要注意哪些方面 维护应从五个方面考虑: 1、当夹钳安装时,夹具本体的一部分必须放置在夹具台的边缘上,以确保工件不受夹具边缘的阻碍。 2、必须将钳子牢牢地固定在钳子上,必须拧紧三个压紧螺丝,以免虎钳在加工过程中松动,否则会损坏虎钳,损坏加工。 3、在夹紧工件时,只能用手的力量拉手,千万不要用锤子或其他套筒拉手,以免损坏螺钉、螺母或夹具本体。 4、工件不能在颚上敲击,但应固定在夹具本体的平台上,否则会损坏钳口。 5、螺杆、螺母等滑动面经常保持清洁和润滑。 通过上述维护,延长了精密平口虎...
-
 无锡高质量虎钳品牌 值得信赖「杭州千岛拓新进出口供应」
无锡高质量虎钳品牌 值得信赖「杭州千岛拓新进出口供应」台虎钳与平口钳有什么不同(二) 4、平口钳中装夹工件的注意事项: (1)、工件的被加工面必须高出钳口,否则就要用平行垫铁垫高工件。 (2)、为了能装夹得牢固,防止刨削时工件松动,必须把比较干整的平面贴紧在垫铁和钳口上。要使工件贴紧在垫铁上,应该一面夹紧,一面用手锤轻击工件的子面,光洁的平面要用铜棒进行敲击以防止敲伤光洁表面。 (3)、为了不使钳口损坏和保持已加工表面,夹紧工件时在钳口处垫上铜片。 用手挪动垫铁以检查夹紧程度,如有松动,说明工件与垫铁之间贴合不好,应该松开平口钳重新夹紧 。 (4)、刚性不足的:工件需要支实,以免夹紧力使工件变形。 ...